伝動ベルトの張力とは?なぜ重要なのか?
ベルトを伝動させる「有効張力」
伝動ベルトは、エンジンやモータなどの原動機の回転エネルギーを従動機に伝えるために用いられます。伝動ベルトで回転エネルギーを伝える概念を以下の図1でご想像ください。
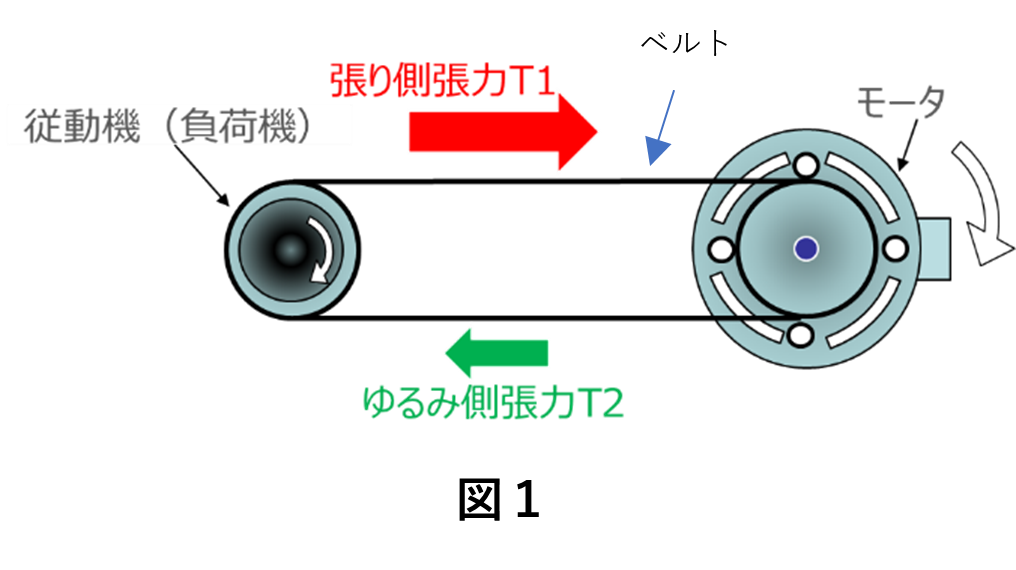
モータを時計回りに回転させると、ベルトが引っ張られ、従動機プーリが回転します。その際にベルトの上側は引っ張られ(張り側)、ベルトの下側はゆるみます(ゆるみ側)。そして、この張り側とゆるみ側には「張力差」が生じてきます。この差を「有効張力」といい、負荷が発生している従動プーリを回転させることにより、有効張力が発生します。
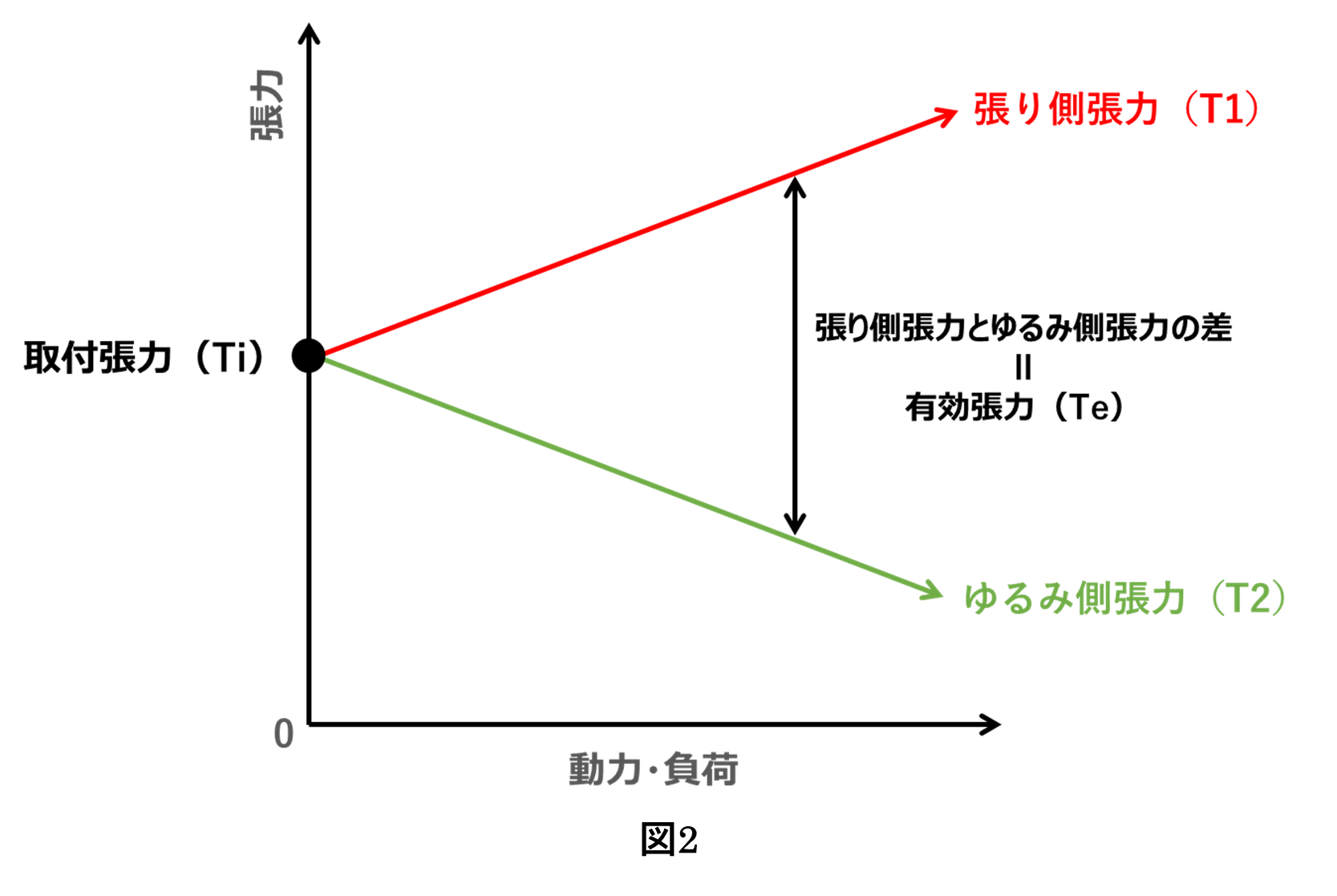
この関係をグラフ化したものが図2です。動力・負荷がかかる前は有効張力が0の状態から始まり、運転後に動力・負荷がかかり始めると、両側の張力には徐々に差が生じ始め、有効張力が発生していくことがグラフでもわかるかと思います。
適切な有効張力に必要な張力とは?
次に、図3を見てください。
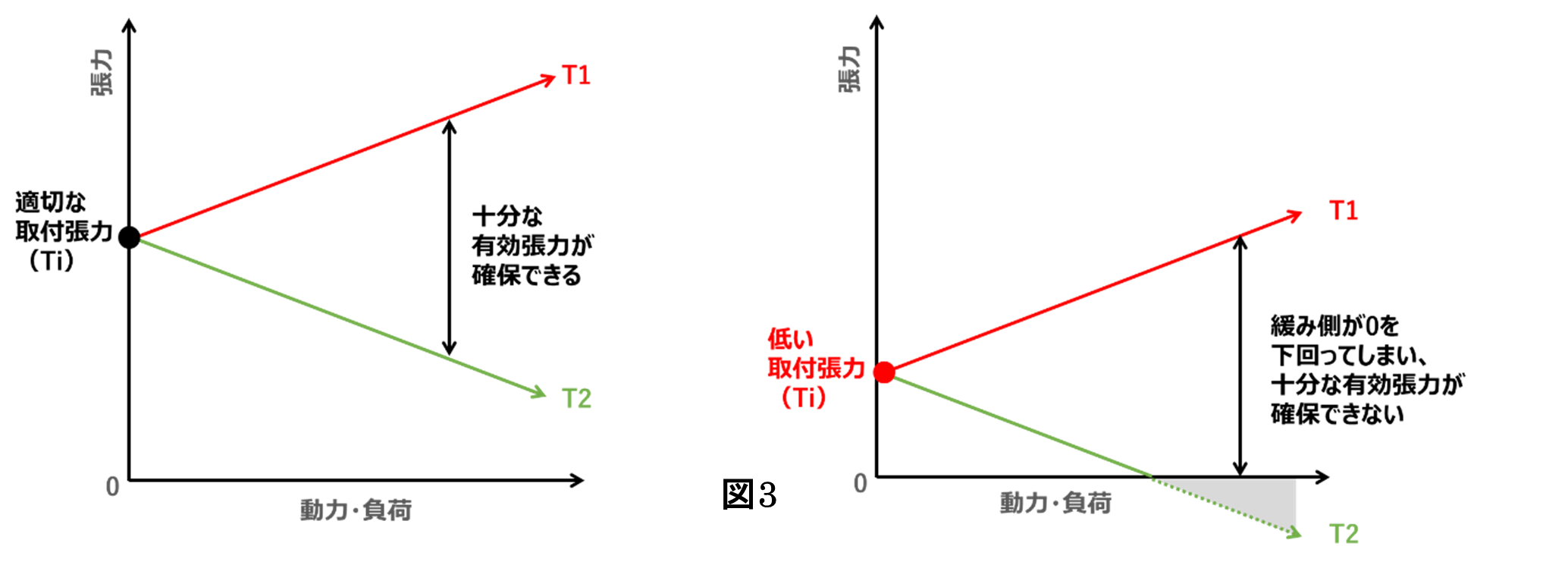
左側のグラフは適切な張力でベルトを運転させた場合であり、十分な有効張力が確保できています。一方、右側のグラフは、低い張力でベルトを取り付けて運転させた場合であり、動力・負荷が高まっていくとゆるみ側張力が0を下回ってしまい、十分な有効張力が確保できなくなっています。
このように、ゆるみ側張力が0を下回るとVベルトでは過大なスリップが発生し、歯付ベルトではジャンピング(以下、歯飛び)などが発生するリスクが生じます。有効張力はベルトの性能に直結するため、ゆるみ側張力が0を下回らないよう、適切な張力でベルトを取り付けることが重要です。
不適切な張力がベルトにもたらす不具合
伝動ベルトを取り付けするときには一定以上の張力が必要であるということを説明しましたが、「とりあえず高めの張力でベルトを張っておけばいい」と思われる方もいらっしゃるのではないでしょうか。この答えはNOです。伝動ベルトは「最適な張力」で張る必要があります。
下表では、不適切な張力がベルト品質にどのような影響をもたらすのかをVベルトと歯付ベルトに分類して説明しています。
| Vベルト | 歯付ベルト | |
| 張力が 高すぎる場合 |
ベルトが強く引っ張られることでプーリに押し付けられ、ベルトが変形(座屈変形)する。 →心線とゴムが剥離 |
ベルトとプーリが強く噛み合うため、騒音の発生、歯飛び、歯底摩耗につながる。 →歯底摩耗による心線露出、ベルト切断 |
| 写真例 |  |
 |
| 張力が 低すぎる場合 |
ベルトがプーリ上をスリップすることで、Vベルトの側面がプーリに擦られ続ける。 →帆布やゴムが摩耗 |
ベルトとプーリの噛み合い状態が悪くなり、1歯あたりにかかる歯面圧が高くなった結果、歯面の摩耗や歯飛びにつながる →歯部欠損 |
| 写真例 |  |
 |
ご覧のように、伝動ベルトの張力が不適切な場合、ベルトの早期破損につながる可能性が高まります。このような状態では、ベルトの伝動性能を十分に発揮させることもできません。
適切な張力計算方法
では適切な張力はどのように算出するとよいのでしょうか。適切な張力の算出にはさまざまな方法がありますが、その中でもおすすめの方法が、当社の「産業用伝動ベルト設計サポート」(Windowsアプリ)の活用です。「産業用伝動ベルト設計サポート」の主な機能は適切なベルト選定のための設計計算ですが、適切な張力の算出も可能です。機械の使用条件やベルトの品種などを入力いただくことで、設計計算結果と共にベルトを取り付ける際の適切な張力が算出されます。なお、当アプリでは適切な張力はVベルトでは「初張力」、歯付ベルトでは「取付張力」という項目に表示されます。
| 産業用伝動ベルト設計サポートの使い方については、よくあるご質問からダウンロードできますので、ご参考ください。 |
 |
次項では、算出した「初張力」や「取付張力」で実際にベルトを取り付ける方法と、その後の管理方法についてご紹介します。
日常の張力管理方法
ここからは、ベルトの張り方と運転後の張力点検方法および張り直し方法について説明します。
ベルトを機械に取り付ける際の張力と張り方について(Vベルト・歯付ベルト共通)
 |
① ベルトをプーリ間に装着し、プーリをスライドさせて 取付張力(注)になるようにベルトに張りを与えます。 ② 張力分布は、スパン間で大きく、プーリ巻付部では張力が かかっていないので、手回し・寸動でベルトを3周以上回します。 ③ 手回し・寸動により張力分布は平均化され、張力が低下します。 ⑤ ②~④を繰り返し、取付張力以上になる状態を |
Vベルト、歯付ベルト共に、算出した取付張力で上記手順にてベルトを取り付けてください。Vベルトの「取付張力」は「初張力」を1.5倍した張力となりますのでご注意ください。
機械運転開始後のベルト張力の調整について
Vベルトの場合は、その構造上、運転時間を重ねるほどプーリへの馴染みがよくなったり、側面摩耗によりベルトがプーリ溝に落ち込む(図4参照)ことが要因で、徐々に張力が低下していきます。このため、取り付け後1日~1週間後に張力測定機器を用いて張力確認を行う必要があります。このときに張力が低下している場合、初張力の1.3倍の取付張力でベルトを再び張りなおすことが必要です。その後、3~6か月程度の間隔で張力の定期確認を実施します。このときに張力が低下していたら初張力の1.3倍の取付張力でベルトを再び張りなおしてください。
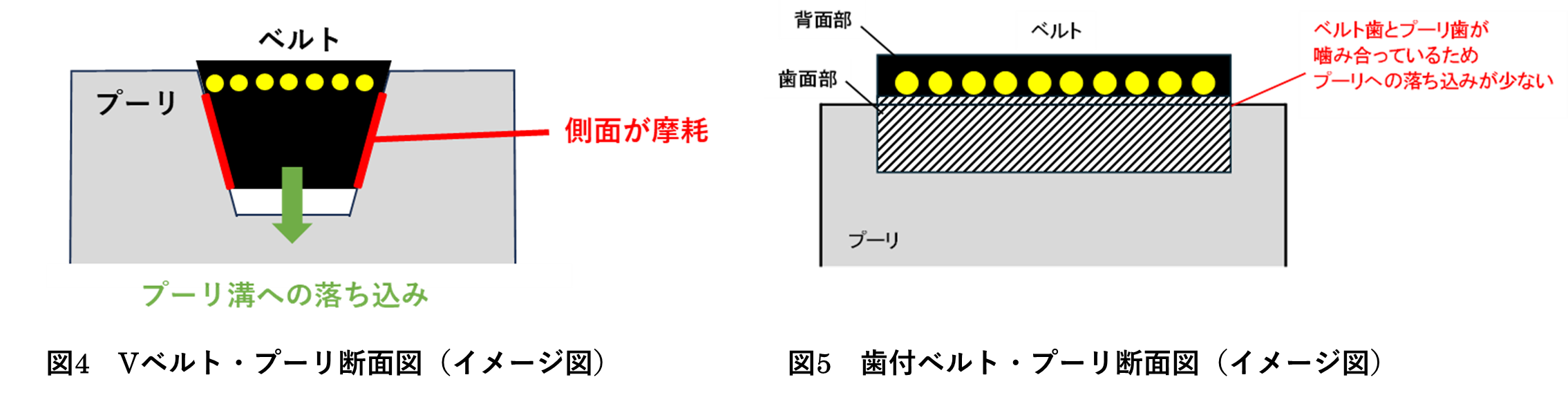
一方、歯付ベルトは一度張力を張って取り付けると、その屈曲性の良さやプーリ溝への落ち込みが少ない構造になっています。(図5参照)
張力測定機器の紹介
これまで、適切な張力管理が必要だということを説明してきました。しかし、いくらその重要性をわかっていたとしても張力を測定する機器がなければ張力管理ができません。
そこで、張力測定機器をご紹介いたします。当社では、加速度センサ式のTENSION MASTER®(テンション・マスター)と、ばね式のテンションメータを取り扱っております。それぞれの特長は以下の表のとおりです。
ふたつの張力計にはそれぞれメリットがございますので、ご使用条件やベルトレイアウトなどによって適切な張力測定機器をお選びください。
まとめ
ここまでの説明で皆さまの伝動ベルトの張力に関する疑問は解消されたでしょうか。適切な張力と管理方法についてお悩みの際は当社までお気軽にご相談ください。これからも、皆さまの安全で効率的な伝動ベルトの使用をサポートしていきます。